

以下是:欢迎访问##异型管价格##的产品参数欢迎访问##异型管价格##,恒盛信达钢铁贸易有限公司为您提供欢迎访问##异型管价格##的资讯,联系人:王立祥,电话:0527-88266888、18762195566,QQ:601360604,发货地:大邱庄镇陈大公路东300米发货到黑龙江省 牡丹江市 阳明区、爱民区、东宁市、林口县、绥芬河市、海林市、宁安市、穆棱市。 黑龙江省,牡丹江市 牡丹江市地处中国东北地区,位于东北亚经济圈中心地带上,与俄罗斯边境线长211公里。牡丹江是“中蒙俄经济走廊”、龙江丝路带的重要战略支点,中国对俄沿边开放的桥头堡和枢纽站。牡丹江属温带季风气候,素有“塞外江南”、“鱼米之乡”的美誉。
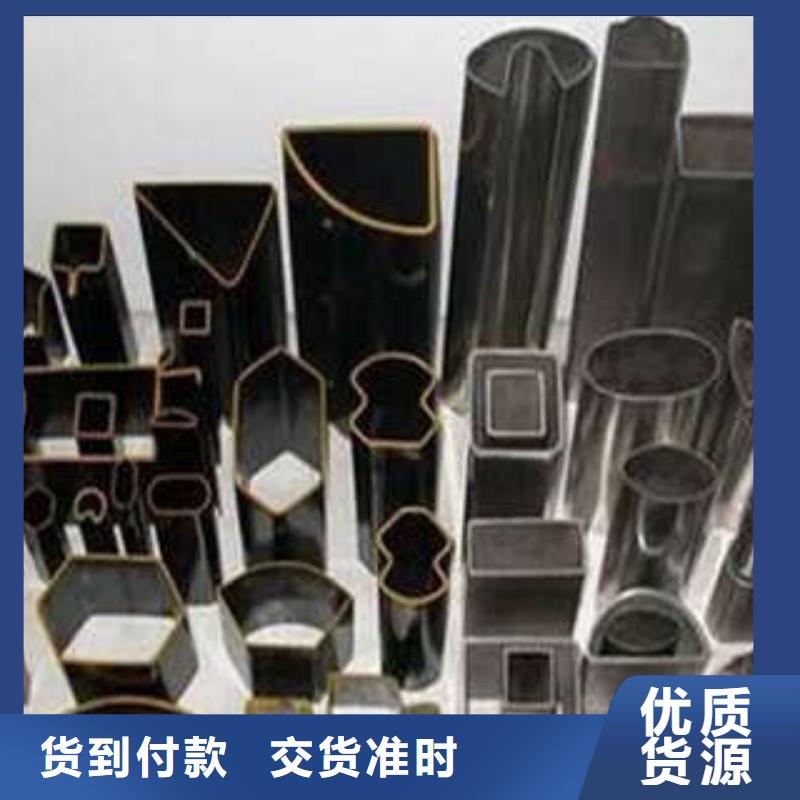
想要一睹欢迎访问##异型管价格##产品的真容吗?快来观看我们的视频吧!我们将带您走进一个全新的世界,感受产品的魅力与品质。以下是:欢迎访问##异型管价格##的图文介绍
为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
保护气体为氩气,当焊接电流为50-150A时氩气流量为8-10L/min,当电流为150-250A时氩气流量为12-15L/min。
MIG焊接容易受到风的影响,有时风而产生气孔。所以风速在0.5m/sec以上的地方进行异型管焊接,都应当采取防风措施。
采用平特性焊接电源,直流时采用反极性。
为防止焊接气孔之出现,异型管的焊接部位如有铁锈、油污等务必清理干净。
对接打底时,为防止底层焊道的背面被氧化,异型管背面也需要实施气体保护。
黑龙江牡丹江恒盛信达钢铁贸易有限公司为客户提供以下服务:本公司以卓越的 镀锌管产品,服务,合理的价格服务于广大客户。服务三保:保证质量、保证时间、保证数量
服务宗旨:雄厚的实力、产品、服务。
郑重承诺:保证 镀锌管产品的质量、保证出厂的价格、以诚信服务来答谢新老顾客的信赖。
经营原则:顾客至上、质量优良、品种齐全、价格合理。
对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松一些。
一般在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
在室外有风的地方进行异型管焊接时,务请采取挡板的措施,而在室内则应采取适当的换气措施。
控制异型管厚度波动的九点措施:
将乳化液的浓度由2.5%提高到4%左右,增大轧制过程中轧辊与异型管带钢有效接触区的油膜厚度,提高润滑性能,降低摩察系数,从而降低轧制力,改善厚度波动。
通过添加酸性添加剂,使乳化液pH值控制在5-5.5,使轧制油颗粒度趋于增大,降低乳化液稳定性,使ESI由60%-80%降低到40%-60%,从而提高油水分离效果,改善异型管的润滑条件。
降低工作辊辊面粗糙度,将辊面粗糙度由0.8-1.0μm减小到0.4-0.6μm。
压缩轧制道次,减小因加工硬化引起变形抗力增大导致的异型管道次轧制力增大,厚度波动。
将轧机正常生产时乳化液的加热温度由50-55 ℃,提高为55-60 ℃,以加快乳化液油滴分子的运动速度,使油滴分子聚集度增大,改善润滑条件。
启车后直接升速轧制,以改善乳化液润滑条件,增加轧辊与异型管带钢之间轧制油量和油膜厚度,减小摩察系数,降低轧制力,减小厚度波动。
您是想要在黑龙江省牡丹江市采购高质量的欢迎访问##异型管价格##产品吗?恒盛信达钢铁贸易有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的欢迎访问##异型管价格##产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:王立祥-18762195566,QQ:601360604,地址:《大邱庄镇陈大公路东300米》。







